Leeze me on thee, John Barleycorn,
Thou king o' grain!
私が好きなのはお前、大麦大将だ。
お前こそ、穀物の王!
"Scotch Drink" Robert Burns
何世紀も昔、ウイスキーづくりは四季と固く結びついて行われていた。作業は生きた酵母が扱いやすく、大麦の発芽があまり急速に進みすぎない寒い時期に限られていた。夏になって気温が上がると、ウイスキーのつくり手たちはスチルを片づけ、農作業や漁の仕事に戻っていく。
面白いことに、まさにそうした季節のサイクルが、バランタイン社に麦芽を供給するロバート・キルゴア&サンズ Robert Kilgour & Sons 社設立のきっかけになった。この会社は現在、業界でも最高の技術をもつ製麦の専門企業である。
1875年、ロバート・キルゴアはファイフシャーの沿岸の寒村、ウエスト・ウェミス West Wemyss の小さな漁船団の船長だった。冬は北海の吹雪のため、港に釘づけになる日も多く、船員たちは手持ちぶさたをかこっていた。ロバートは近くのキルカーディーに小さな麦芽工場をつくり、部下たちに仕事を与え、年間を通して働けるようにしたのだ。しかしすぐに、製麦業のほうが漁業より儲けになることが判明し、彼の息子も事業に加わった。
「キルカーディーは製麦工場をつくるには理想的な場所だった。なぜならファイフシャーや隣接するアンガス Angus 地方、パースシャー Perthshire は質のよい麦芽用大麦の産地として有名だ」と、キルゴア社の製造部長ヘクター・キャメロン・ペイジ Hector Cameron Page は言う。彼は業界では“ロニー”というニックネームで知られている」
工場でも一番高い施設である大麦サイロには、<バランタイン>の名が誇らしげに掲げられている。キルゴア社はバランタイン社傘下の実力企業として、優れた技術と高品質麦芽によって驚くべき名声を確立していった。ごく最近のことだが、大麦のサンプルをキルゴア社に送った農民が、トラックの運転手に心配そうに「キルゴア社では、どのあたりからサンプルをとるんだろうね」と尋ねた。
「荷台全体からだよ」と運転手。
「そりゃ、あんまりだ!」と農民は不満の悲鳴を上げた。
キルゴア社はウイスキーが常に最高の品質を保つよう、最高級の大麦のみを製麦用原料として使う。偶然に任せることは一切ない。生じうるあらゆるミスを防ぐため、独自にさまざまな品種の種子をつくって農家に渡し、生育状況を定期的に点検し、収穫された麦芽用大麦を買い取っている。
「いろいろな品種の大麦を交代で使うんだ。常に交配して、病気への耐性をもたせなければならないからね」とロニーは説明する。
「ある時期にはプリスマ Prisma 種とチャリオット Chariot 種を使っていた。それ以前はリヴィエラ Riviera 種とタンカード Tankard 種だし、その前はコーギー Corgi 種とゴールデン・プロミス Golden Promise 種だった」
なかには完成品のフレーバーへの影響を考えて、ゴールデン・プロミス種のような品種にこだわり、1種類の大麦のみでつくるモルトウイスキーもある。しかし、製造部長のロニーは、そのやり方にそれほどの確信はもてないと考えている。1961年に主任化学研究員としてキルゴア社に入社して以来、大麦を詳細に研究してきた彼は、その豊富な経験と知識から、穏やかにそう否定した。
ロニーはまた、英国醸造協会ミクロモルティング委員会 Institute of Brewing's Micro-Malting Committee というウイスキー業界の重要な作業部会で委員長も務めている。この委員会では新品種の種子を500グラムずつ用意し、試験的に発芽させて、次の年に使う品種を決定する。
新しい種子の開発には年月と忍耐が必要だ。適正な品質をもち、アルコール収率の高い新品種を開発するには、最初の異花受粉から商業的に栽培可能となるまでの全過程に、およそ12年かかる。
「最初の6~7年で多くの品種が振り落とされる」とロニーは説明する。
「なかにはニュージーランドに種子を送って、開発の期間を短縮しようとする業者もいる。ニュージーランドでは二期作ができるからね。でも、それは必ずしもいいことじゃない。そうした品種は英国固有の病気に弱い可能性があって、それが見た目ではわからないからだ」
7~8年目には将来性のある品種にかなり絞り込まれ、“国選試供品種リスト”と呼ばれるものにかけられる。
「この段階で……」とロニーは言う。
「初めは品種にして300~500種類、種子にして約3~4万粒あったのが、30品種ほどに絞られる。次に約15品種まで、さらに選別を経て8品種程度まで絞る。それほど長い年月をかけて、商業的に成り立つものとして生き残るのは、せいぜい2品種だ」
鑑定が終わると、キルゴア社は将来性のありそうな品種の種子を5トンほど選び、発芽試験用に2~3カ所の畑に蒔く。ここまで手をかけるのは、スコットランド産の大麦が世界で最もウイスキーづくりに適しているとみなされているからである。それは、スコットランドが誇りにしていいことだ。
「この土地の海洋性気候が、良質の麦芽をつくるんだ」とロニーは説明する。
「トン当たりのアルコール収率が増えるように、デンプン含有量の高い大麦を栽培しているのさ。ここの大麦は、たとえば南部でとれるイングランド産大麦よりも質がよい。北部の方が生育期間が短いため、成育の全過程を短期間で終わらせなければならないからね。期間が短いと、幼芽が地表に出るまで、大麦のデンプン質から栄養を補給して発根を促進せざるを得ない。その後は光合成によって糖分が生成されるため、大麦は開花まで生長していける」
「この時点で、不要になった糖分は胚乳にデンプンとして蓄積される。生育期間が短いため、酵素によって急速に糖分をデンプン質に変えなければならない。だから、この過程を速めるために大量の酵素をつくることができる大麦ほど、優れた品種であると言うことができるんだ」
「ウイスキーづくりの工程では、酵素は逆にデンプンを糖分に変える働きをする。この現象を起こすために大麦麦芽を砕いて温湯に溶かす糖化工程が必要になるんだよ。できた麦汁をウォートという。これに酵母を加えると、糖分はアルコールに変換される。大麦中のデンプンを酵素の力で糖化することによって、初めて発酵が始まるわけだ。以上が、北部産の大麦が南部産の大麦より多くの酵素を含んでいる理由さ」
スコットランドの気候も重要な役割を果たしている。
「空気中に湿度が含まれるよう、ときには風のある日も必要なんだ」とロニーは説明する。
「日照時間は適当でなければならないし、正しい時期に雨が降らないといけない。つまり、日照や雨の時期がずれたりするとどうなるかはおわかりだろう」
キルゴア社は農業大学と共同で研究を進め、ウイスキーづくりに最適な遺伝子をもつ大麦の品種を開発している。何世紀も昔、大麦が野生種に近かった時代には、種子の形は平たく、現在とはかなり違うものだった。
品種改良によって、茎が短くて風揺れが少なく、暴風の被害にも強く、穀粒もより丸みを帯びた品種がつくられた。大麦の改良による影響のひとつは、脱穀したあとにとれる良質の藁が少なくなったことだ。現在、農家が藁を売って収益を上げられるよう、茎の長い旧品種を復活する実験も行われている。
キルゴア社では<バランタイン17年>を構成しているシングルモルト・ウイスキー用に最高品質の大麦を供給するだけでなく、畑の土壌を良好に保つための石灰や肥料から、最大限のアルコール収率を確保するための最高級の種子に至るまで、農家に万全のサービスを提供している。
「種子が生育するに従って、一年のうちの前半は月に1回、畑を見て回る」とロニーは言う。
「収穫の時期が近づくと、1週間に1回は畑に出かけ、病気がないか、全体の生育状況はどうかをチェックすることになるんだ」
今もなお、ウイスキーの生産は季節のサイクルに支配されている。農民は8月から9月にかけて大麦を収穫し、トラックを連ねてキルゴア社に運び込む。たった5週間のうちに4万3000トン以上が収穫され、その後の12カ月間につくられるウイスキーの原料麦芽として保管される。
「昔は大麦の一部を収穫時に買い上げ、残りを1~2月に買っていた。問題はこの時期の大麦は発芽力が弱く、発芽過程で期待どおりの結果を得られないことだった」
1年分のストックをまとめ買いすれば、キルゴア社で大麦を乾燥させ、各種の高性能機器を使って湿度をきっちり管理することができる。キルゴア社における発芽作業は、これまで何世紀も繰り返されてきた技術を、機械化したかたちで進められている。
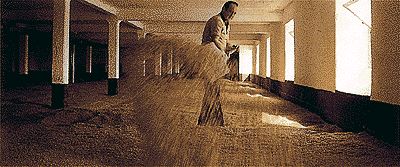
しかし<ラフロイグ>や<グレンドロナック>など、ひと握りのシングルモルト・ウイスキーの蒸溜所では、伝統的な自家製麦を守って、水分をたっぷり吸わせた大麦をモルティング・フロアに広げ、大きな木製シャベルで大麦をすくい上げて風を通している。こうすることで、すべての大麦に新鮮な酸素が配給され、大麦たちは均一に発芽してくれるのである。ほどよく発芽した大麦をグリーン・モルトという。これをキルンの燻蒸室に移し、香り高いピートの煙で乾燥させる。こうして大麦の生命活動である発芽を停止させることは、発酵に必要な糖化工程の準備として欠かせない。こうしてできた乾燥麦芽はピーテッド・モルトと呼ばれる。
キルゴア社では近代的手法を使っているものの、その原理は上述した手作業によるフロアモルティング製法と同じである。人間の手と目による古くからの技能に、大きな信頼が置かれている。
「今でも大麦は手で揉んでみなければならないし、発芽の工程は注意深く観察しなければならない。サンプルを乾燥させて、試験場に送って検査するより、目で見たほうがずっと早く判断できるからね」
種子を農家に供給し、生育状態を注意深く見守ったあと、いよいよ畑から収穫したばかりの熟した大麦がキルゴア社に納品されてくる。この大麦には、水分が22%前後含まれている。麦芽工場にある垂直式乾燥機によって、この水分が12%まで落とされると、大麦は保存に耐え得る状態になる。8週間の保存期間には、種子が休眠状態に陥らないよう、空気を入れてその生命力を活性化させる。
保存期間が終了した大麦は浸麦タンクに移され、最高60時間、水に浸して厳密な品質管理を行う。ここで大麦は最高で45%の水分を吸収する。水を交換し、さらにコンプレッサーで空気を送り込んでジャグジー風呂のような状態にして、大麦を常に攪拌する。次に大麦の入った液をサラディン箱に注ぎ入れる。サラディン箱という名称は、これを発明したフランス人の名前にちなんだものだ。この箱には細かい穴をあけた床があって、ここに液を流し込むと水だけが排出されて、水気を含んだ大麦が床上に残る。昔はこの水分を含んだ大麦を蒸溜所の石床に撒いて発芽させた。そのためフロアモルティングと呼んだのである。
4~5日後、麦芽糖と“ジアスターゼ”と呼ばれる酵素を穀粒内に確保するため、発芽を中断させる。このジアスターゼがデンプンを分解する。大麦の発芽が進みすぎて、芽が外に出てしまうと、蒸溜に適さない状態になってしまうのだ。
この時点の大麦が“グリーン・モルト”だ。これこそが厳密な意味でモルトウイスキーの原料モルトである。技術者の目は最も注意深くその変化に注がれ、発芽をどのタイミングで停止させるかが推し量られていく。昔ながらの経験、判断力、直観と科学を組み合わせて、最高の品質を期するわけである。
次の工程は“キルン”という麦芽乾燥塔で行われる。キルンは本来、炉を意味する。炉の上部には焙燥床があり、グリーン・モルトはその網状の床に広げられる。炉でピートを燃やして、その熱気で乾燥させる仕組みだ。そのとき立つ香ばしいピートの燻香が穀粒にしみ込み、乾燥中の麦芽に独特なスモーキーフレーバーを与え、ウイスキーにさまざまな個性をつくりだすことになる。
「たとえば、ウイスキーをピート香の強いもの、中くらいのもの、弱いものに分類するとして、アイラ島のモルトウイスキーはみなピート香が強いと誤解している人が多い」とバランタインのマスターブレンダー、ロバート・ヒックスは言う。
「アイラ島のモルトのうち<ラフロイグ>はピート香が強いほうだが、アイラ島にもピート香が中くらいのものも、弱いものもある」
「ピートとひとくちに言っても、アイラ島と本島では タイプが違うんだ。アイラ島のウイスキーにはヨードのような、ほとんど消毒薬に近いようなフレーバーがある。何千年も前に海藻をベースにして堆積したので、そのなかのヨウ素が今も残っているからなんだ。本島のピートは花や灌木類が中心だから、スモーキーフレーバーに花の香りが色濃く盛り込まれる」
「一般に言われていることとは違って、本島産よりピート香の弱いアイラ産モルトウイスキーもあるんだ。単にピートの種類が違うだけでね。<バランタイン17年>にはピート香の強いモルトウイスキーも、まったくピート香のないローランド・モントも使っている。大切なことは、正しいバランスだ。これが <バランタイン17年>を生み出す技だと言っていい」
さてキルンでは、ピートの燻煙が暖気となって、グリーン・モルトの水分はローディング(装置に入れた)時の48%から、モルト乾燥の最終段階であるストリッピング時の3.5~4%まで減少する。この段階で穀粒はキルンから出される。
乾燥したモルトは、ほぼ6週間にわたってモルト・ビン(サイロ)で保管したあと、スクリーニング(選別)を経て、蒸溜所に送られる。スクリーニングの工程では“モルト・カルム(麦芽根)”と呼ばれる麦芽の幼根を除去する。このモルト・カルムは唯一の副産物で、これをペレット状にして飼料業者に送ると、家畜の飼料に混ぜて使われる。
乾燥麦芽は運搬車に載せられ、ばら積みで蒸溜所に運ばれていく。そしていよいよ蒸溜所で、優れたウイスキーづくりの錬金術が始まる。バランタイン社の紋章に掲げられたウイスキー原料の筆頭である大麦麦芽は、同じく紋章に掲げられた次なる原料である清冽な水と出会い、昔ながらの蒸溜工程が始まるのである。
![]()
ストップ!20歳未満飲酒・飲酒運転。
妊娠中や授乳期の飲酒はやめましょう。
お酒はなによりも適量です。
のんだあとはリサイクル。
お酒に関する情報の20歳未満の方への転送および共有はご遠慮ください。
COPYRIGHT © SUNTORY HOLDINGS LIMITED.
ALL RIGHTS RESERVED.
You must be of legal drinking age to
enter this site.このサイトにはお酒に関する情報が含まれているため、
20歳以上の方を対象としています。
誕生年月日を西暦でご入力下さい。
By entering this website, you are agreeing to our Terms and Conditions, Privacy Policy, and Cookie Policy.閲覧することにより、利用規約、プライバシーポリシー、および Cookie の使用に同意したことになります。






