










環境ビジョン・
環境基本方針
「サントリー環境ビジョン
2050」の達成に向けて
「環境目標2030」を設定
「水と生きる」私たちにとって、
地球環境は大切な経営基盤。
だからこそ、グループ全体で環境経営を
推進していきます。
「環境ビジョン2050」の達成に向けて
「環境目標2030」を定め、
グループ全体で「水のサステナビリティ」
「気候変動対策」を柱に、
グローバルに環境経営を推進しています。

- 製品を製造するサントリーグループの工場:国内24工場、海外45工場
- 2015年における事業領域を基準とする
- コーヒー、大麦、ブドウ
- 2019年の排出量を基準とする
気候変動に関する取組
サントリーグループは、2030年までに
GHG排出量を
「自社拠点で50%」
「バリューチェーン全体で30%」
削減することを目指します。

※2019年の排出量を基準とする
「環境目標2030」の
温室効果ガス削減目標が
SBTイニシアチブの認定を取得
サントリーグループは、国連グローバル・コンパクト、SBT (Science Based Targets) イニシアチブ※1、We Mean Business※2 が主宰する温暖化による世界の気温上昇を1.5℃以内に抑える目標づくりを呼び掛ける「Business Ambition for1.5℃」に賛同し、署名しています。環境目標2030において設定している温室効果ガス(Green House Gas(GHG))排出削減目標は、SBTイニシアチブの「1.5℃目標」の認定を取得しています。1.5℃目標は、世界全体の平均気温の上昇を産業革命以前に比べて1.5℃に抑えるための科学的根拠に基づいた目標です。
- UNGC(国連グローバル・コンパクト)、CDP(気候変動対策に関する情報開示を推進する機関投資家の連合体)、WRI(世界資源研究所)、WWF(世界自然保護基金)が共同で設立した国際的なイニシアチブ。企業が、科学的根拠に基づいた温室効果ガス削減目標を設定するよう働きかけています。
- 企業や投資家の温暖化対策を推進している国際機関やシンクタンク、NGO等が構成機関となり運営しているプラットフォーム
「サントリーグループ
環境基本方針」
環境ビジョン、プラスチック基本方針のおおもとにあるのは、1997年制定の「サントリーグループ環境基本方針」です。
2022年、さらにグローバルでの環境活動を視野に入れ、改定を行いました。
「水のサステナビリティ」「生態系の保全と再生」「循環経済の推進」「脱炭素社会への移行」など、
サントリーグループの重点課題が明確に見える方針を定めています。
また、社会とのコミュニケーションを大切にし、ステークホルダーと共に持続可能な社会の実現に取り組んでいきます。
「サントリーグループ
環境基本方針」
-

水のサステナビリティの追求
「水と生きる」を社会との約束に掲げる企業として、事業活動において最も重要な資源である水を大切に取り扱い、自然界における水の健全な循環に貢献します。
-

多様で豊かな生態系の保全と再生
水や農作物に依存する企業として、その価値の源泉である生物多様性を将来にわたって保全することに努めます。
-

循環経済の推進
循環型社会の実現に向けて、不断の技術革新により、原材料・エネルギーなどの3R(reduce, reuse, recycle)を一層推進し、持続可能な ビジネスの構築に努めます。
-

全員参加による低炭素企業への挑戦
すべての職場において、気候変動の要因である温暖化ガス排出量の削減に努めます。
-

社会とのコミュニケーション
豊かな地球環境を次世代に継承するため、社会との対話に基づいた取り組みを行うとともに、積極的な情報開示に努めます。
原料
持続可能な
原料の調達を目指す
サントリーの事業の多くは、
農産物という自然の恵みに
支えられています。
その良質な農産物を、将来にわたって
安定的に調達するためには、
環境への配慮とともに、
原料生産地域や原料生産者に
目を向けることが大切だと
私たちは考えています。
麦芽用大麦の調達と再生農業
再生農業により生産された麦芽用
大麦の調達に向けた取り組み
サントリーグループは、サプライヤーや大麦農家等と協働し、イギリスで再生農業※1により生産された麦芽用大麦の調達に向けた取り組みを実施しています。
カバークロップ※2の活用や不耕起栽培※3などの農法により、農業由来の温室効果ガス排出量を削減することを目指すと同時に、土壌中の生物多様性が再生されることで土壌が肥沃になり、化学肥料や農薬使用の削減、水の有効利用などの効果も期待されます。
- 農地の土壌に着目し、その生態系を再生させることにより土壌の肥沃度(ひよくど)を高め、農作物の生産を持続可能にするための農法
- 土壌中への有機物の供給や土壌浸食の防止等により、土壌改良効果が期待できる被覆作物
- 農地を無理に耕すことなく、自然に育つ草花と一緒に作物を育てる栽培方法の一種

草生栽培
土地の自然生態系の力を
引き出す栽培
~サントリー登美の丘ワイナリー~
サントリー登美の丘ワイナリーでは、ぶどう畑に原則として、除草剤を使わず草が生えた状態で作物を育てる「草生栽培」という栽培法を取り入れています。使用する農薬や肥料を最小限にすることで、土壌に微生物や益虫が増え病害虫が減る好サイクルが生まれ、生物多様性に富む豊かな土質となります。この取り組みによって、登美の丘ワイナリーの土地の力が凝縮されたワインを提供しています。

気候変動対策としての副梢栽培(ふくしょうさいばい) ワイン用ぶどうの副梢栽培
ぶどうは4月ごろに芽吹き、これが新梢として育って9月ごろに収穫を迎えます。副梢栽培とは、新梢の先端をあえて切除し、そのあとに芽吹く脇芽(副梢)を育てることにより、ぶどうの成熟開始時期を遅らせて熟期をずらして、収穫できるようにする新しい栽培方法です。
近年、地球温暖化の進行によりぶどうの成熟が進みにくいという課題に直面しています。そのため、サントリー登美の丘ワイナリーでは、山梨大学と共同で副梢栽培を導入しました。

自然に優しい魔法「リュット・レゾネ」
必要最小限の農薬散布で
自然に近い栽培環境を実現
~シャトーラグランジュ~
フランス・ボルドーにあるワイナリー「シャトーラグランジュ」では、必要最小限の農薬しか使わない自然にやさしい農法「リュット・レゾネ」を実践し、生産合理性と環境配慮の両面から持続可能な農業を目指しています。さらに、自然環境に配慮したぶどう栽培と醸造を推進する「テラ・ヴィティス」の認証も取得。農薬や肥料の使用を最小限に抑え、害虫に対しては益虫を増やすといった自然のしくみを可能な限り活用しています。それにより、益虫であるテントウムシが増えたり、ぶどうの病害が減るなどの効果が出ています。

耕作放棄地の活用 行政・生産者と連携し、耕作放棄地を活用
~山形県長井市や白鷹町~
サントリー(株)は、2013年から山形県長井市や白鷹町の生産者の方々と協働し、耕作放棄地を整備してワイン用ぶどうの栽培に取り組んできました。活動の開始にあたっては、行政機関と連携して地域の農業事情や土壌、気象データを分析し、選択した条件で「高品質なぶどう」ができることを科学的に評価。現在では、収穫されたぶどうからワインの試験醸造ができるまでになりました。今後も生産者の方々と協力しながら、安全・安心で高品質なぶどうの調達を目指し、国産ワインの品質向上にチャレンジしていきます。
山梨県においても県内3ヵ所、合計16haの耕作放棄地をまとめ、ワイン用ぶどう栽培を行っています。
カシス生産の持続可能性を推進・実証 カシス農家に対する支援
サントリー食品イギリス社は、カシスを使用した飲料「Ribena(ライビーナ)」を生産・販売しています。イギリスで栽培されたカシスの90%が「Ribena」の製造に使用されており、サントリー食品イギリス社は2004年よりカシス農家に対して支援を始めました。農家に対して直接アドバイスする専門家の雇用や、各農場とその周辺にある個々の生息地にあわせた生物多様性計画を立て、河川や湿地の生態系保全活動を進めています。また、気候変動に強い新種のカシスの研究などを進めています。

緑茶産地と協働した取り組み 緑茶産地と協働した取り組み
サントリーグループは、緑茶飲料の原料となる茶葉の調達に関して、茶産地と連携した長期的な取り組みを実施しています。
球磨地域農業協同組合(JAくま)と協働し、JAくまの茶葉製造工程において環境に配慮したプロセスを導入することで、一般的な製造工程に比べて温室効果ガス排出量を30%以上削減※することが可能になりました。

原料生産の取り組みとともに
チャレンジは続きます。
工場
環境配慮型の
「サントリー天然水」
新工場が誕生!
2021年5月、長野県大町市に
サントリー国内初の環境配慮型工場
「サントリー天然水 北アルプス信濃の森工場」が誕生しました。
年間販売数量1億ケース超の
ナチュラルミネラルウォーター
「サントリー天然水」の第四の工場は、
業界トップクラスの
省資源・省エネルギーを追求し、循環型
かつ脱炭素社会の実現に貢献します。

-

CO2排出量ゼロ※1
再生可能エネルギー発電設備やバイオマス燃料を用いたボイラーの導入、再生可能エネルギー由来電力の調達などにより、サントリーグループで初めて“CO2排出量ゼロ工場”を実現しました。
-
水の再利用・節水について
「水と生きる」サントリーは、できる限り使う水を少なくする(Reduce)、繰り返し使う(Reuse)、処理をして再生利用する(Recycle)という「水の3R」を徹底し、2030年目標である「全世界のサントリーグループ自社工場での水使用を35%削減※2」の達成に向けて活動を強化しています。
-
地域・自然との共生について
長野県大町市において、同工場の水源涵養エリア約441haの森林を、「サントリー 天然水の森 北アルプス」として、水を育む森林の整備・保全を進めています。
- 省エネ推進や再生可能エネルギーの導入、化石燃料由来CO2の排出をオフセットするクレジットの活用などにより、製造工程におけるCO2排出量を実質的にゼロとする工場
- 2015年における事業領域を前提とした原単位での削減
さまざまな角度から環境負荷低減に
取り組んでいます。
エネルギーや資源を大切に効率よく使い、
環境への負担を減らす努力をしています。
地球温暖化防止
- CO2排出量削減
- 省エネルギー
- 廃熱利用
- 再生可能エネルギーの利用など
資源の保全
- 水資源の保全
- 工場の緑化
- 自然保護

汚染防止
- 大気汚染・水質汚濁防止
- 土壌・地下水汚染の防止
資源の循環利用
- 工程用水のリサイクル
- 雨水の利用
- 副産物・廃棄物の100%再資源化
再生可能エネルギー
日本・米州・欧州で100%再生可能エネルギー化完了
太陽光エネルギー

飲料業界最大規模※の太陽光発電パネルを設置
グリーン水素

グリーン水素を製造する国内最大規模の「P2G」(Power to Gas)システム導入
雪氷熱

豪雪地帯ならではの「雪室」で、冷熱の一部をまかなっています。
-
燃料転換で省エネ

重油から都市ガスや液化天然ガスなどCO2排出量の低い燃料へ転換
-
ゼロエミッション
副産物・廃棄物の排出量削減と100%最資源化
-
汚染防止・化学物質管理

あらゆる異常・緊急事態を想定してリスク評価し、対応策を用意
-
コジェネレーション
システムで省エネ
自家発電の熱回収で、エネルギー効率70〜80%アップ
-
バイオマスエネルギー

ウイスキー製造時の上流残液やコーン粕を蒸留の熱源として再利用
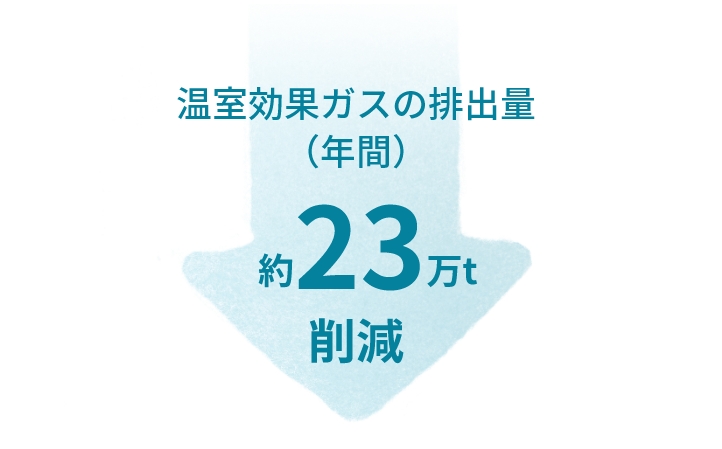
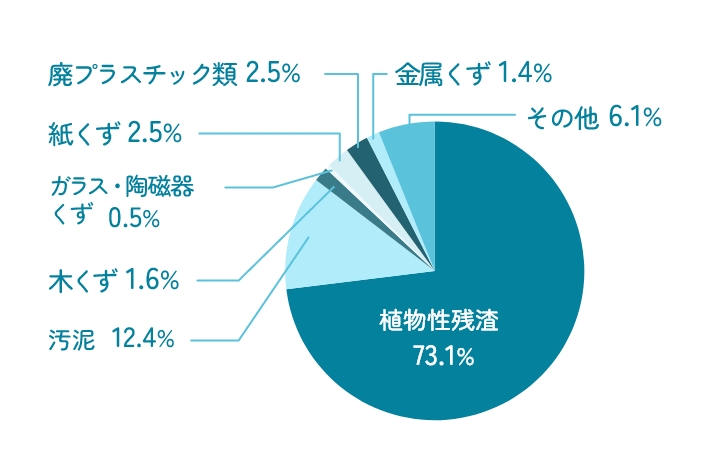
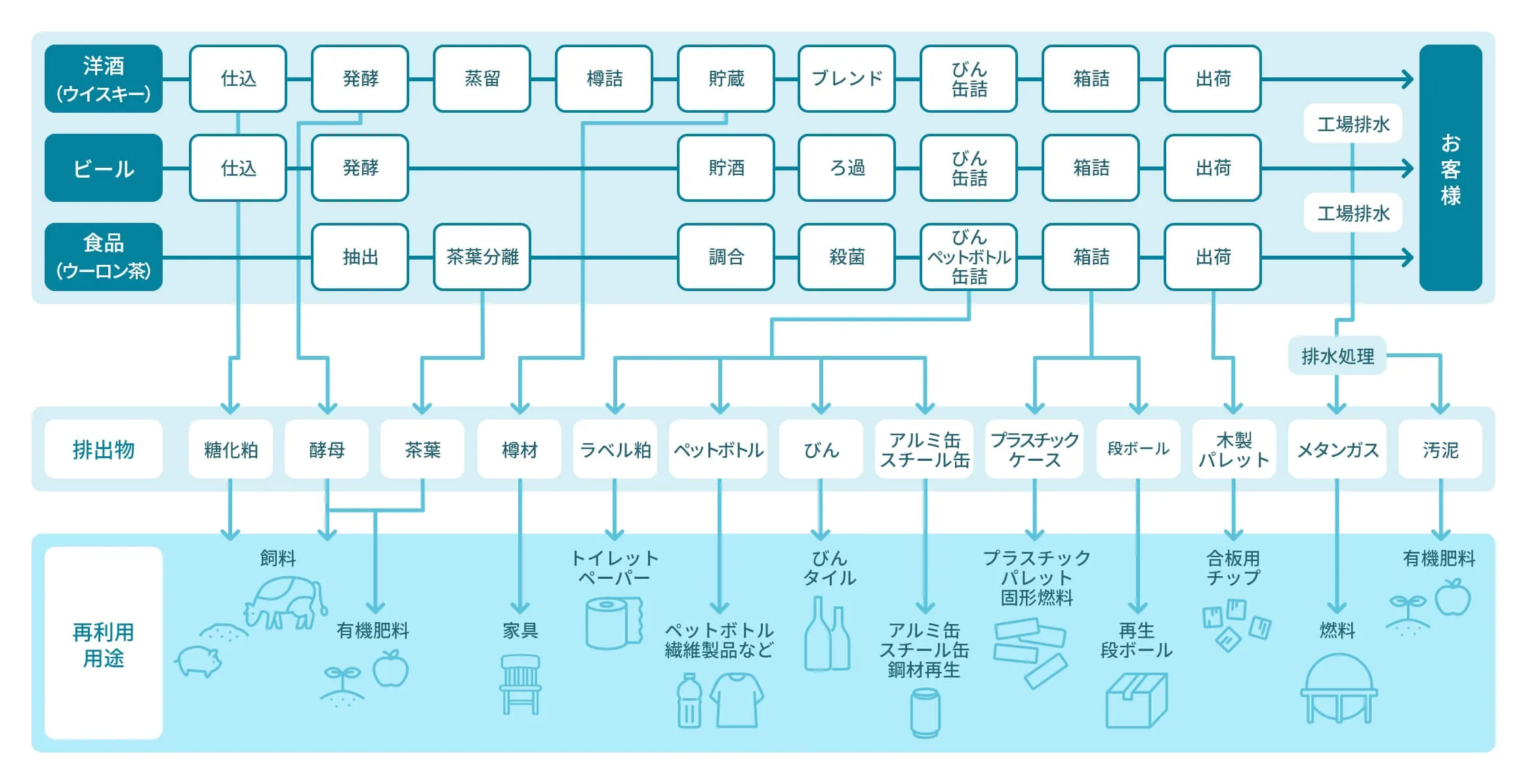
副産物・廃棄物の
再利用の流れ
コーヒー・緑茶・ウーロン茶・ウイスキー・ビールなどを生産する工程で発生する副産物や廃棄物が、どのようなものに再利用されているか紹介します。
輸送
効率的な輸送で、
環境への負担は
もっと減らすことができる
商品を倉庫やお店に運ぶときにも、
環境のためにできることがあります。
例えば、最適な車両の組みあわせと
ルートを計算して効率的な輸送を
実現する
システムの開発や、
モーダルシフト率の向上により、
CO2排出量の削減につなげています。
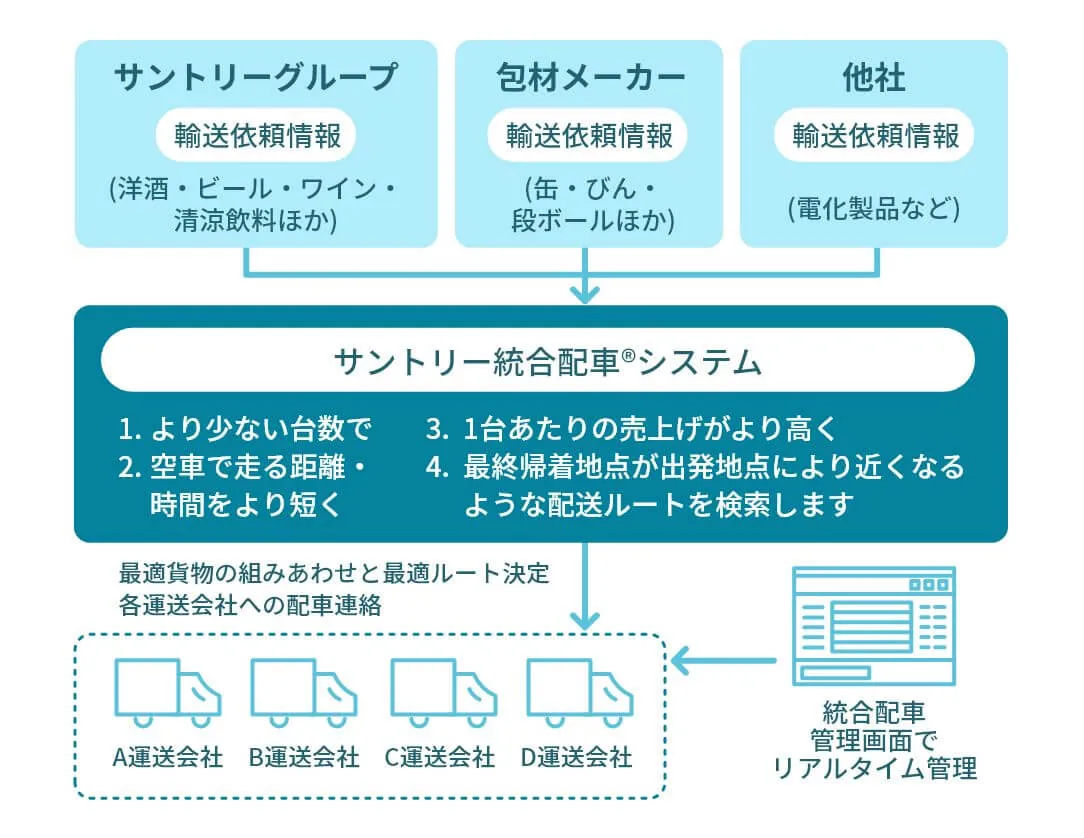
効率的な配送システム
効率的な輸送システムで、トラック
の空車での走行距離や時間を削減
サントリーグループでは、さまざまな貨物・運送場所について、最適な車両の組みあわせとルートを計算する「統合配車®システム」を導入。使用するトラックの台数や空車状態で走行する距離・時間の削減を図っています。さらに、他社と貨物情報を共有することにより、1台の車両に複数の企業の貨物を組みあわせるなど、輸配送時のロスを減らすことで環境負荷の一層の低減を図っています。
モーダルシフトでCO2削減
トラックから鉄道や船へ。
輸送手段のシフトでCO2削減
中長距離輸送では、トラックに比べてGHG排出量が少ない鉄道・海上船舶輸送に転換するモーダルシフトを推進しています。2022年はモーダルシフト率65.2%、そのうち59.3%が海上船舶、5.8%が鉄道輸送でした。
なお、サントリー(株)は、2009年に第1回エコシップマーク※認定事業者に認定されています。また、2011年には、国土交通省が推進する「エコレールマーク」の企業認定を受けました。

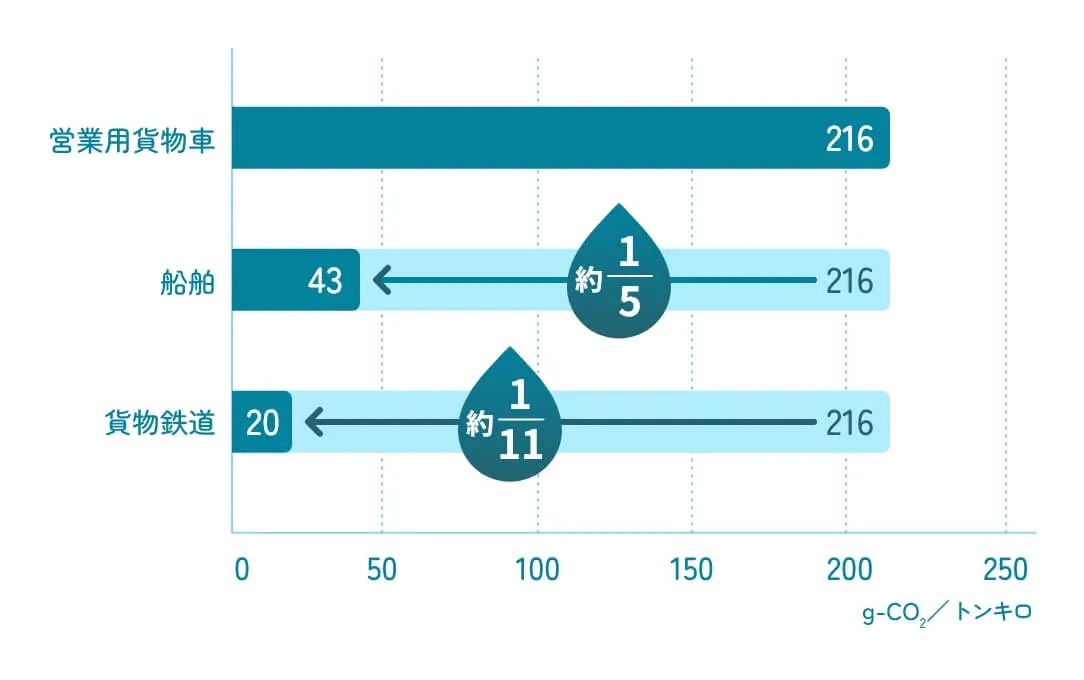
モーダルシフトとは Modal Shift
モーダルシフトとは、輸送手段をCO2排出量の少ない方法に切り替えることです。1トンの貨物を1km運ぶときに排出するCO2の量は、トラック(営業用貨物車)と比較すると船舶は約1/5、鉄道は約1/11です。モーダルシフトによって、船舶利用で約80%、鉄道利用なら約91%CO2排出量を削減することができます。
自動販売機
サントリーの
国内自動販売機事業においては、
環境負荷低減のためにできる
最大限の工夫と努力を行っています。
サントリーの自動販売機の主な特長
-

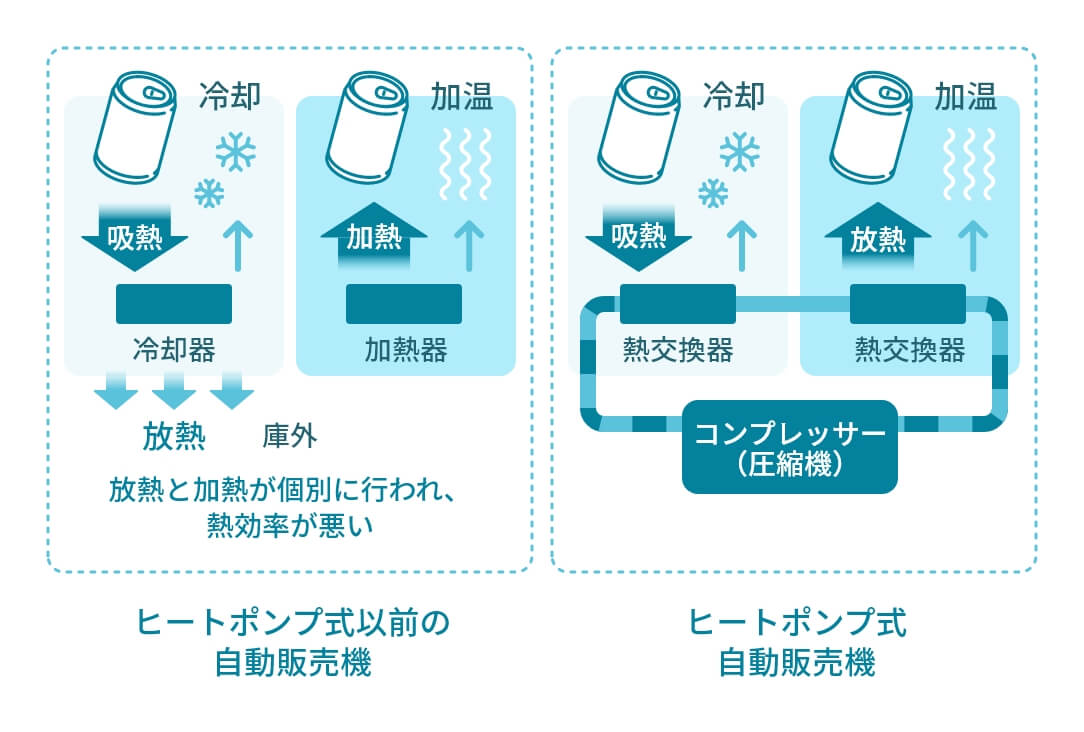
ヒートポンプ機能
冷却庫室で発生した熱を回収し、加温庫室で活用しています。
-

ピークカット機能
夏季の電力消費ピーク時、冷却停止で電力使用を平準化します。
-

真空断熱材の使用
温かさ・冷たさを逃がさず効率よく エネルギーを使用します。
-

ゾーンヒーティング・冷却
販売直前の商品のみを冷やす・温めることで消費電力を削減します。

-

学習省エネ機能
販売数量や商品温度を把握し、電力消費を抑制します。
-

発光ダイオード(LED) 照明
消費電力の少ないLED照明を採用しています。
-

調光機能
照明の明るさ50%に調光する機能を導入しています。
-
フロン対策
オゾン層を破壊しないように、地球温暖化係数の低い冷媒(R-1234yf)を使用しています。
部品のリユース 整備・修理に半分以上の再生部品を使用。
自動販売機においても資源の有効利用の実現に向けた取り組みを積極的に行っています。回収した自動販売機の部品を再び自動販売機の部品として活用しており、2023年には、整備・修理に要する部品のリユース率は58%となりました。今後もさらにリユース部品の使用対象を拡大し、資源有効利用に努めていきます。

ヒートポンプ式
自動販売機とは?
ヒートポンプ式自動販売機とは、冷却庫室で発生した熱を回収し、加温庫室で活用するシステムを搭載した自動販売機です。
自動販売機の中で熱を有効利用でき、さらに最新式の機材では外気との熱交換もできるなど、消費電力の削減に大きく寄与します。





![]()
ストップ!20歳未満飲酒・飲酒運転。
妊娠中や授乳期の飲酒はやめましょう。
お酒はなによりも適量です。
のんだあとはリサイクル。
お酒に関する情報の20歳未満の方への転送および共有はご遠慮ください。
COPYRIGHT © SUNTORY HOLDINGS LIMITED.
ALL RIGHTS RESERVED.